
Simply Solving The Grit Problem
The grit particle is a microscopic menace that still confounds many wastewater treatment plant (WWTP) operators. It is not always easy to recognize how much grit is costing you in equipment wear, maintenance, and energy usage, let alone to know the best way to rid your plant of it.
That’s because this tiny troublemaker does not behave in the way that conventional thinking expects. As a result, operators must decode confusing and even contradictory information if they are to specify the most efficient grit removal solution. Still more may discover that their installed systems do not operate according to expectations and design.
Grit Standards
Grit seems like an uncomplicated substance, which belies the robust science behind designing and operating effective removal systems. So, surely what’s needed is a clear and unequivocal set of standards to guide consistent approaches in the industry?
This is where the problems begin: Conventional design wisdom is based on standards that go back at least as far as 1942 when a somewhat arbitrary benchmark was established by Thomas Camp. Mr. Camp may have been an industry pioneer in wastewater in the early 20th century, but technology, wastewater treatment processes, and process goals have changed beyond recognition since then. Yet, many grit design standards for countries across the world can be traced back to assumptions from the past.
Delving Into History
Our great friend and industry colleague Bill Pfrang of AECOM delved even further into the archives for a fascinating webinar presentation he gave in October 2016. He discovered that the standard design development of grit removal technologies has been heavily influenced by differing treatment priorities and the prevalence of much cruder removal technologies over the years.
He found that at the time of the Clean Water Act in 1972, the conventional Thomas Camp assumptions were used as a basis to establish common ground for wastewater treatment compliance across the U.S. — that is, that grit is equivalent to silica sand and has the same specific gravity (2.65). The objective was to remove 90 percent of grit greater than 210 microns (65 mesh).
The priority focus at the time was on building new activated sludge treatment plants and grit removal was mostly concerned with combined sewers and storm sewers, so it’s perhaps not surprising that sand equivalent assumptions were considered sufficient.
The prevalent grit removal technologies of the time, the constant velocity grit chamber and the aerated grit chamber, used these design criteria to target 210-micron grit particles. Design was commonly based on a constant horizontal flow rate of 1 FPS, but even the 1916 Metcalf and Eddy textbook used at the time recognized that at flow velocity below 1 FPS organic matter will settle out and result in material that is extremely offensive to handle when exposed to the atmosphere.
Pfrang, who is Vice President and Technical Director for Wastewater Treatment for AECOM’s New York Metropolitan Area, traced the development of grit removal design from as far back as 1904 to the present day. (Pfrang B, Grit – A Hard Problem Solved, BCWWA, October 2016)
Conventional Design Standard
That conventional standard still assumes that all grit is spherical silica sand with a minimum diameter of 212 microns and a specific gravity (SG) of 2.65.
This is changing in the U.S., where both Metcalf and Eddy and the Water Environment Federation Manual of Practice #8 design guides now recognize the existence of grit smaller than 212 microns. The Water Environment Federation Grit Characterization and Sampling Task Force are also beginning to acknowledge that standards must change to reflect the need to remove finer grit particles and to understand the importance of settling velocities on grit behavior.
Based on experience at more than 400 treatment plants over more than 30 years, it has been shown that the majority of grit carried in surface water flow is, in fact, smaller than 200 microns in diameter. (Herrick, Neumayer, Osei: Grit Particle Settling – Refining the Approach; Water Online, March 2015)
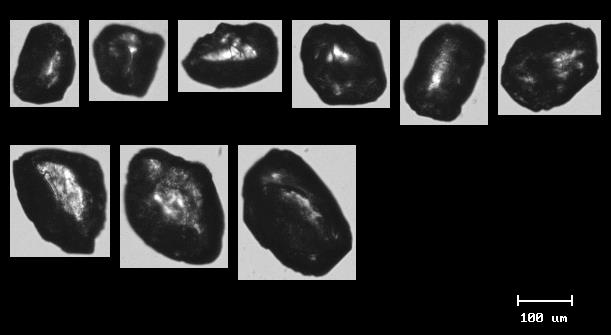
Clean silica sand as shown through digital imaging particle analysis
The way grit settles in wastewater is complex, governed by a number of factors including size, specific gravity, shape, and tendency for agglomeration. A range of materials with varying shapes and specific gravity, including soil and organic matter that are relatively light, is carried along easily in storm flows yet settles out when the flow rate and velocity diminishes, e.g., in tanks and basins. It’s a little like comparing falling rain and snow: Most grit is smaller and lighter than the standard against which conventional equipment is designed.
Studies made by sampling the inlet channels at WWTPs have shown that conventional grit removal of particles 200 microns and above may remove only 13 percent of the particle load on wet days, when 70 percent of grit arriving at the plant occurs. On dry days, when the particle load is low anyway, it may only remove 43 percent. The rest of the grit, from 200 microns down to 70 microns and below, is allowed through. This gives an overall removal efficiency of only 22 percent of the overall grit load arriving at the plant. (Barter, P, What is Grit Costing You? European Water & Wastewater Management Conference, Manchester, UK, October 2014.)
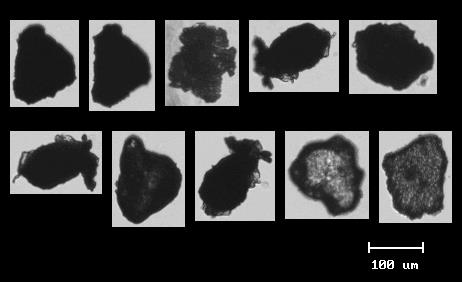
Wastewater grit as shown through digital imaging particle analysis
Treatment Plant Designs
As those perilous particles of grit rarely match up the conventional, ‘ideal’ assumptions, an operator looking to achieve 95 percent or greater removal rates must take care to ensure their chosen design sufficiently targets fine and slowly settling grit.
No two treatment plants are ever the same; there are likely to be differences in the character of the grit entering the plant depending on factors such as geography, climate, and the collection system. Therefore, a detailed site assessment of grit concentration and behavior, ideally including investment in a characterization study of incoming effluent, should always precede a detailed plant design.
Why Is Grit Particle Size So Important?
It may be tempting to dismiss so much argument over grit particles as unnecessary. However, the consequences of allowing too much grit to pass through the inlet works and get deposited in channels and tanks downstream can make a huge difference to operating efficiency, maintenance, and costs, as well as to energy usage.
More WWTP operators are now beginning to accept and adopt philosophies reflected in the term ‘advanced grit management.’ These approaches are based on removing more finer-grit particles than current outdated standards suggest.
With data collected from real plants, the Cost of Grit Calculator has been developed as a free-to-use industry tool to enable operators to calculate the likely impact of downstream grit build-up on their operating efficiency, maintenance and equipment replacement costs, and the consequent savings of investing in a robust removal system based on the principles of Advanced Grit ManagementTM. Proven in a very wide range of locations, environments, and climates, its science is based on a thorough real-world understanding of grit content and behavior.
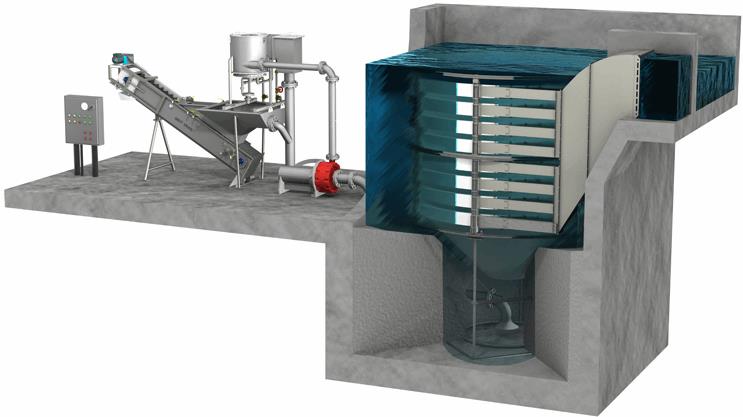
The HeadCell grit removal system from Hydro International is based on the principles of advanced grit management
By applying this approach to design a grit removal system at the inlet works, removal systems can be guaranteed to remove up to 95 percent of grit solids up to 106 microns and greater, depending on the needs of the plant.
For more information, visit www.advancedgritmanagement.com.
Contact e-mail: WWInquiryUS@hydro-int.com; Web: www.hydro-int.com; Phone: 503-615-8130