
Key Considerations For Selecting A Medical Pump

Newcomers to medical device design may think that pressure and flow rate are sufficient parameters to consider when it comes to selecting a pump. While this may be the case in some industrial applications, medical device requirements are a bit more demanding. A thorough review of the selection criteria for a medical pump is required to ensure the correct pump is chosen for every application.
Continuous vs Reciprocating Pumps
The most common pump used in medical instruments is the positive displacement pump, which physically displaces a volume of fluid to generate pressure. Some positive displacement pumps such as gear pumps and peristaltic pumps provide continuous flow, whereas syringe and diaphragm pumps (also known as reciprocating pumps) provide non-continuous flow. Because reciprocating pumps produce discrete dispenses of fluid, aspiration phases between dispenses are necessary.
Both continuous and reciprocating pumps offer advantages for medical instrumentation applications. Continuous pumps are best suited for applications requiring flow over extended periods of time. They usually produce pulsatile flow due to the nature of their mechanical design. Increasing downstream restriction may also impact the volumes delivered.
Reciprocating pumps, on the other hand, aspirate and dispense fluid over relatively short periods of time. They are known for their high-precision volumetric dispenses, rather than sustained flow rates. Reciprocating pumps include both fixed volume solenoid pumps and variable volume piston pumps. The term “fixed volume” indicates that these types of pumps aspirate a predetermined volume and dispense the same amount, whereas variable volume piston pumps can aspirate and dispense volumes from nearly zero to their full stoke volume. For example, a 250 µL pump could aspirate 250 µL and then make five individual 50 µL dispenses, or ten 25 µL dispenses, and so on. Of course, the volume of the dispense or aspirate is limited by the volume of the pump (upper limit) and the resolution of the pump (lower limit).
With reciprocating piston and syringe pumps, the displaced volume is based solely on piston movement. Changes in downstream restrictions will not influence the volume dispensed because the delivery pressure will vary to meet the dispense speed until the system delivers the target volume. As downstream restriction increases, the pressure generated by the pump will increase exponentially to meet the same flow rate. In some cases, the high pressure can lead to valves cracking open, fittings leaking, and the pump motor stalling. To avoid these failures, it is important to understand the restrictions and pressure ratings of the system surrounding the pump.
Fluid Compatibility
It is very important to consider material compatibility within your system. One of the most common initial modes of pump failure is chemical incompatibility between the pump’s wetted materials and system fluid. After designing a flow circuit, assess fluid compatibility with all wetted materials of system components. This includes tubing, manifolds, valves, and pumps. For relatively mild fluids, acrylic (PMMA) pump housings are quite suitable. More aggressive fluids may require the use of engineering plastics such as PEEK.
Some fluids may not chemically attack a pump but will cause physical issues. When using fluids that are prone to crystallization, the crystals can damage seals in reciprocating pumps which can lead to leakage-related failures. Other fluids that contain surfactants, which lower surface tension, tend to slip past the seals of a pump. A secondary seal may be used with the pump to mitigate these issues. Between the seals, an intermediate fluid can prevent crystallization and dilute surfactants, greatly extending the pump’s cycle life. The below image shows a cross section of a dual seal port head configuration.

Dispense Characteristics
To select the right pump for your application, it is critical to consider a variety of dispense specifications. One example is the pump’s dispense resolution, which is the smallest volume a stepper-motor driven pump can dispense. Most reciprocating pumps use a stepper motor to turn a leadscrew, which moves the piston back and forth. Several factors determine the resolution: the piston’s diameter, the lead screw’s pitch, and the stepper motor’s angle per step. The resolution can be further modified by microstepping the motor, which subdivides the motor’s step angle. Microstepping allows for finer resolution, enabling smaller possible dispenses and extremely steady flow throughout a given dispense.
Accuracy and precision requirements are also integral to fluid circuit performance. Accuracy is usually expressed as a percentage of the target volume. Precision is expressed in a CV (coefficient of variation). For applications requiring high accuracy and small coefficients of variation, it is best to size the pump such that the dispensed volume is as close to the full stroke volume as possible.
Dispense speed also differentiates pumps. Generally, the smaller the dispense resolution, the slower the dispense speed. A fine-pitched lead screw and small step angle can also lower the dispense rate. When applications require a higher dispense speed, a pump with a larger dispense volume may be necessary. However, using a pump with a faster dispense speed may have associated trade-offs, including lowering the accuracy and repeatability of each dispense.
The dispense speed is also affected by system parameters such as fluid viscosity and the tubing that connects the pump to the fluid reservoir and dispense point. Tubing with small inner diameters and long lengths can be very restrictive to flow. A pump quickly aspirating through such tubing can draw a vacuum great enough to pull entrained air out of the fluid. This issue is worsened when using fluids with high viscosities. These cases call for slower aspirations and larger tubing diameters to reduce the vacuum in the port head, preventing cavitation.
Improperly sized tubing can also cause problems. Using outlet tubing with too small a diameter may create a restriction, resulting in troublesome pressure spikes. This is because a positive displacement pump will increase system pressure to overcome downstream system resistance. If resistance is too high, it might be necessary to reduce the dispense speed or increase the tubing diameter. Otherwise, failures such as system leakage and motor stalls can happen.
The above characteristics all play an important role in selecting the right pump. Overall, it is critical to determine the priorities of the pump’s specifications for any given application. An analysis of the pump’s function in an application – the dispense and aspiration volumes as well as operational sequences – should help to determine what specs are essential. For instance, some pumps intended for simple operations may only need to perform a single aspirate and dispense at a time. In cases like these, the balance between dispense speed and accuracy/repeatability should be the focus. Other pumps may be required to perform one large aspiration from a reservoir, followed by many small individual dispenses (or vice versa). As the divided dispenses get smaller, the importance of the pump’s resolution escalates. Further operations may have a pump perform many aspiration and dispense cycles to meet a large volume target. For these high-speed bulk transfers, the pump’s volume relative to its allowable size must be considered, and the accompanying tubing must be scrutinized.
Valves
Many pumps also require the use of inlet and outlet valves. In general, valves and tubing must be selected together so they are compatible with the volume, flow rate, pressure capability, and chemical compatibility requirements of the system. In some cases, simple check valves can be used. When a system requires better performance, actively controlled solenoid valves may be a better option. Inlet and outlet valves play a critical role in the speed and accuracy of the dispense. Valves must operate consistently and quickly enough to open before the pump increases the system pressure to unsafe levels. They must also close fast enough to effectively cut off the flow when needed.
It is important to select valves that are compatible with the system fluid and capable of handling the system pressure. The flow rate that the valves can offer is also critical to consider. Small valves with high restrictions will cause the same issues as improperly sized tubing, both on the inlet and outlet. Conversely, a valve that is too large generates a system volume problem. For example, a system that dispenses 1 µL through a large valve with an internal volume of 100 µL needs a large initial prime. When dispensing expensive or limited fluids, this priming can be costly.
General Considerations

A pump’s internal volume is held within the port head or syringe and can affect a variety of system functions. The image to the left shows the internal volume of a pump’s port head in red. When priming the pump, all air bubbles must be purged out of the pump’s internal volume. Any air left in the pump can lead to erratic dispense accuracies. Pumps with larger internal volumes may require many priming cycles to ensure all air is out of the pump, which should be accounted for during instrument initialization. Also, the internal volume of reciprocating pumps is not always fully purged with each dispense, so applications that are sensitive to cross contamination may require buffer fluids to keep the sample fluid out of the pump. Internal volume that cannot be easily flushed out is often referred to as dead volume. Even when cleaning cycles are run, a pump’s dead volume may not be completely flushed out.
Pumps for medical applications come in a variety of sizes. The intended use of a pump will have a significant influence on its allowable size and power consumption. Size and power requirements are especially important as scientific equipment is increasingly being taken out of the lab and into the field, and as instruments are required to perform a greater number of tests within a smaller space.
Stepper motor-driven pumps have size and weight advantages over conventional syringe pumps. Also known as direct-drive units, stepper motor pumps use smaller motors and therefore consume less power than syringe pumps. This allows for further space savings by reducing the size of the pump and its power supply. Reducing power requirements also lowers the amount of heat generated by the pump, along with the cooling required. In some cases, cooling fans can be eliminated by using a pump with lower power consumption.
Pump maintenance should also be a deciding factor in medical instrument design. If a pump needs periodic maintenance, it should be in an easily accessible location within the system. The preferred location for a pump from a maintenance perspective may not be the most ideal fluidic location. A pump placed right next to the fluid supply offers the advantage of operating using short tubing runs but is not readily accessible for service. Pumps placed where the technician can easily get to them for service may require significantly longer lengths of tubing, often cutting down on system responsiveness. Selecting a pump that requires little or no maintenance may offer greater design flexibility.
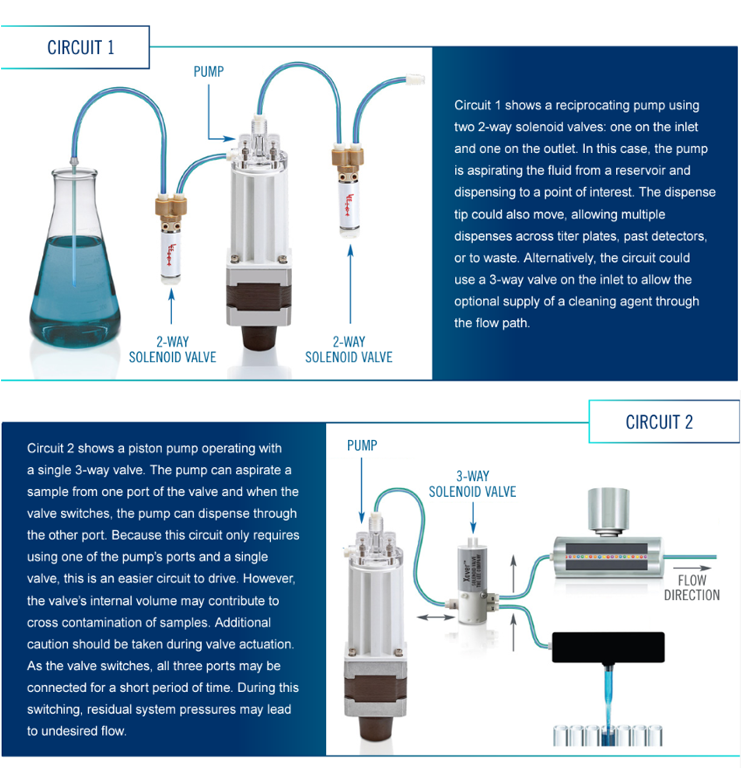
Common Fluid Circuits
While medical devices contain elaborate and sophisticated fluid circuits, they are often represented in the basic schematics shown below.
How Can The Lee Company Help?
For more than 70 years, The Lee Company has been a leading supplier of miniature, precision fluid control products to a wide range of industries including diagnostics, medical equipment, scientific instruments, aerospace, oil & gas, automotive, and off-highway equipment. Lee products are recognized worldwide for superior quality, reliability, and performance.
The Lee Company offers a wide range of fixed and variable volume dispense pumps designed to be the smallest and most reliable pumps available. Our dispense pump family includes a wide variety of solenoid-driven and stepper motor-driven designs offering exceptional dispense accuracy. Whatever your application requires – chemical inertness, lower power consumption, maintenance-free operation, and more – we can help find your solution.
The Lee Company has a team of Technical Sales Engineers available around the world to work one-on-one with our clients to solve their unique fluid control problems. Contact The Lee Company today to learn more about our dispense pump family and how The Lee Company can customize a solution for your unique needs.